De laatste maanden, constateren wij een significante toename in de vraag naar hechtlas lasmethodekwalificaties (LMK?s), getoetst conform de EN-ISO 15613.?De materiaalsoorten die worden?toegepast zijn S355J2+N en S460M. Toegepaste lasprocessen (111,138 en 136) en lasposities (PD, PF).De minimale voorwarmtemperatuur is berekend volgens NEN-EN 1011-2 ?methode B, rekening houden met punt 8.4.8 (voorwarmtemperatuur) uit EN-ISO 5614-2 Level 2 en punt 7.5.5 EN 1090-2.
?
Hechtlassen NEN-EN 1090-2 punt 7.5.7
Bij EXC2, EXC3 en EXC4 moeten hechtlassen worden gelegd door gebruik te maken van een lasmethodebeschrijving, gebaseerd op een geschikte gekwalificeerde lasmethode. Dit doen we aan de hand van de?EN-ISO 15613 en de geldigheidsgebieden/eisen volgens EN-ISO 15614-1: 2017 (Cor.2018-01) Level 2 + Amd.l:2019.
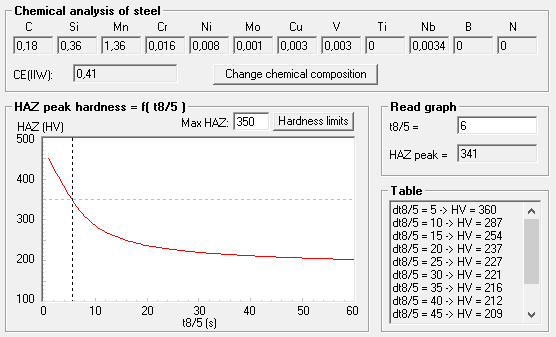
EN 1011-2 beschrijft hoe deze gevoeligheid moet worden bepaald. Ook geeft deze norm aan wat de minimale voorwarmtemperatuur moet zijn om koudscheuren te voorkomen. Er zijn verschillende manieren om de voorwarm temperatuur te bepalen.
Het eenvoudigst, hoewel niet altijd even praktisch, is het wanneer de minimale voorwarmtemperatuur is voorgeschreven in de code, zoals bijvoorbeeld in EN 1011-2 (deel 2)
Verschil tussen methode A en B volgens EN 1011-2 zijn:
? Methode A zegt alleen dat je geen scheuren krijgt;
? Methode B houdt rekening met de maximalen hardheiden;
Aan de hand van methode B zijn de minimale voorwarmtemperatuur bepaald rekening houdend met de verwacht hardheden (HV)
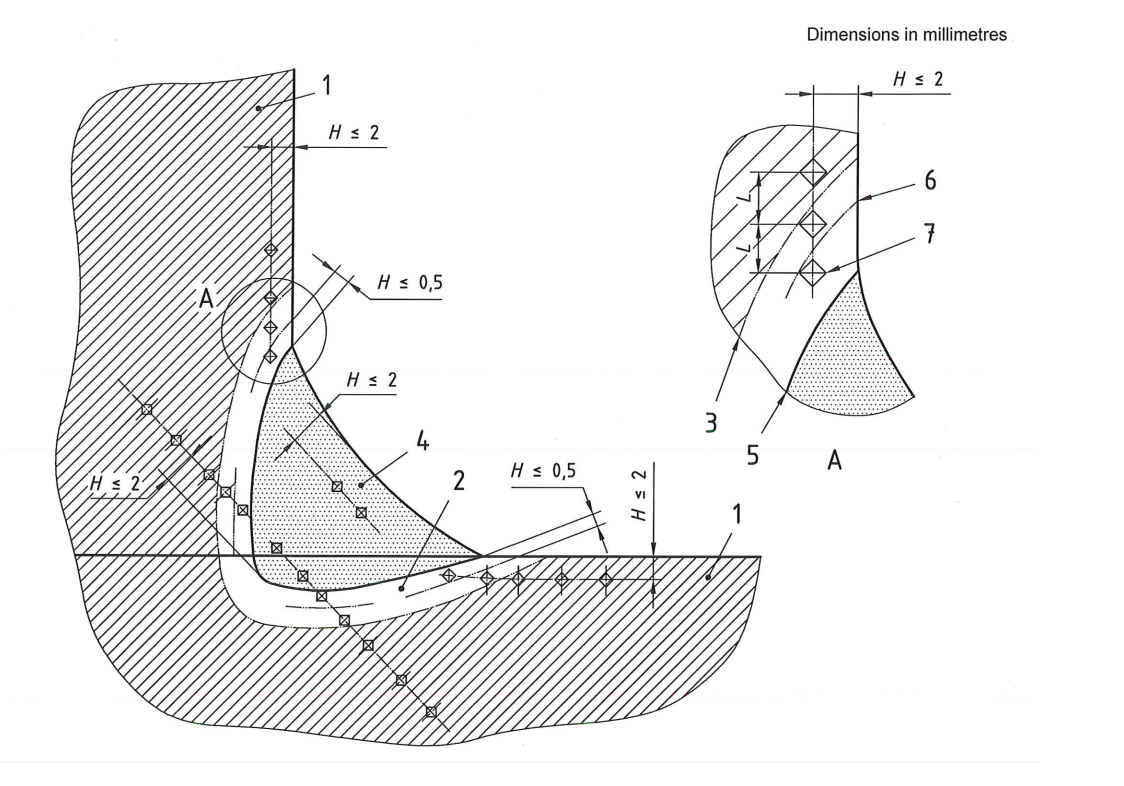
Hardheidsproef punt 7.4.5 tabel 3 ? Toegelaten maximale hardheidswaarden (HV 10) ?
Een Vickers-hardheidsproef met een belasting van HV 10 moet worden uitgevoerd in overeenstemming met ISO 9015-1. De hogere hardheden dan 350 HV10 worden gevonden bij materialen volgens staalgroepen 1 en 2 van ISO/TR 15608 is niet toegestaan.
Hardheidsproef punt 1.4-7.4 uit de ROK
Een maximale hardheid tot 380 HV 10 is als eis alleen toegestaan in combinatie met lastoevoegmaterialen met een gegarandeerd waterstofgehalte kleiner dan 3,0 ml/100gr. Zie ook EN 1090-2, 6.4.4. Bij staalsoorten met een CEV > 0,35 geldt dat het koolstofequivalent volgens EN 10025 maximaal 0,02 hoger mag zijn dan dat van de bij de WPQR toegepaste materialen.
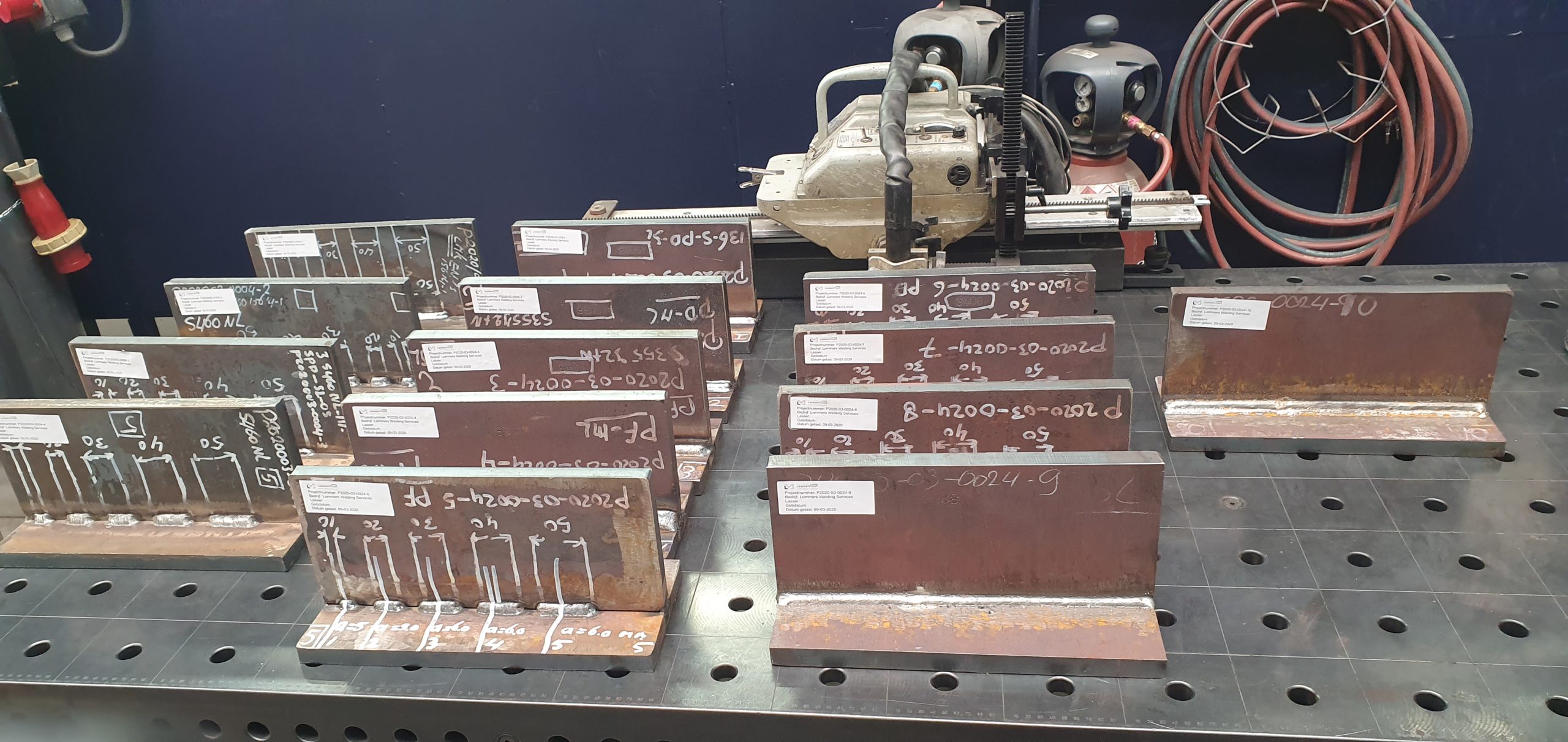
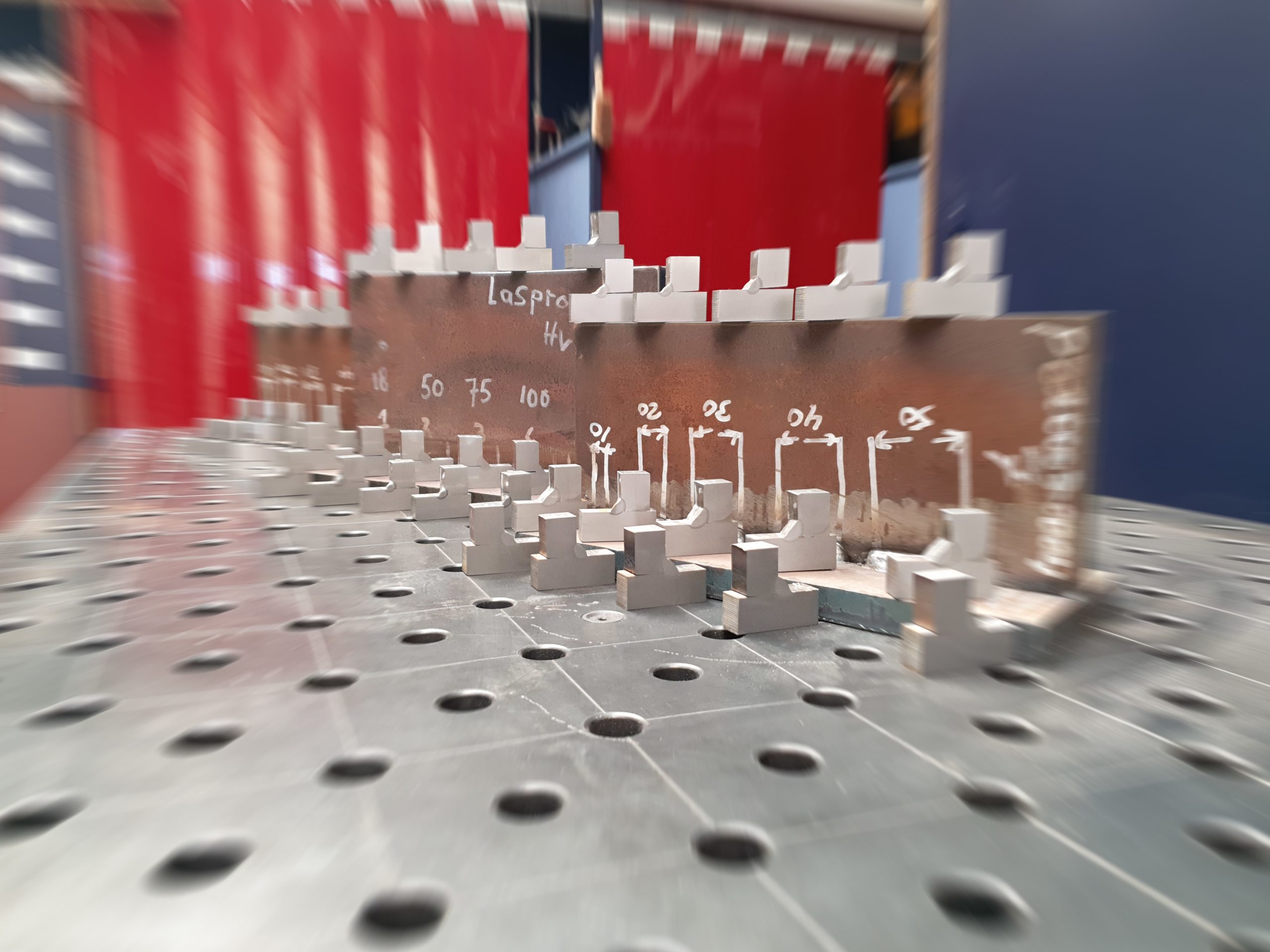
Hieronder, aan het werk bij onze trouwe klant Lommers Welding Services, voorverwarmen volgens de voorlopige lasmethodebeschrijving (pWPS). Daarna kan conform pWPS worden gehecht.
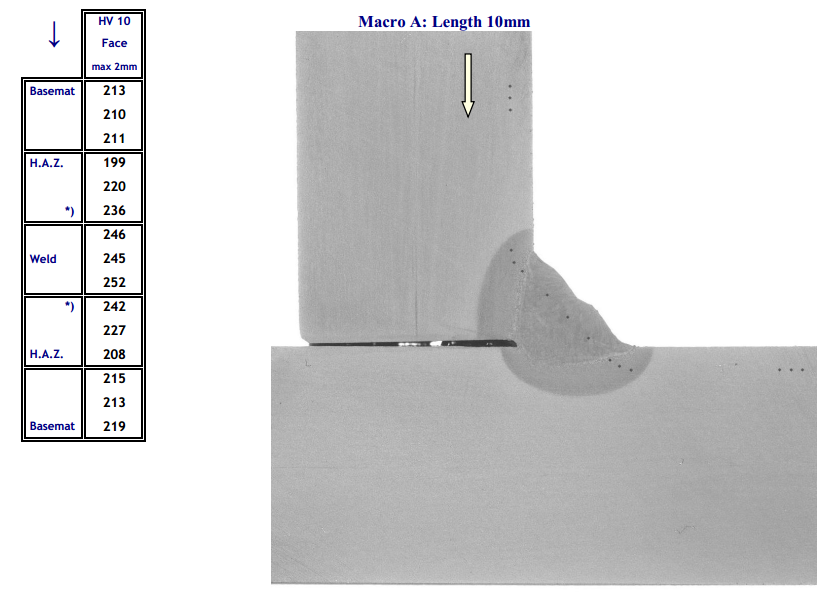
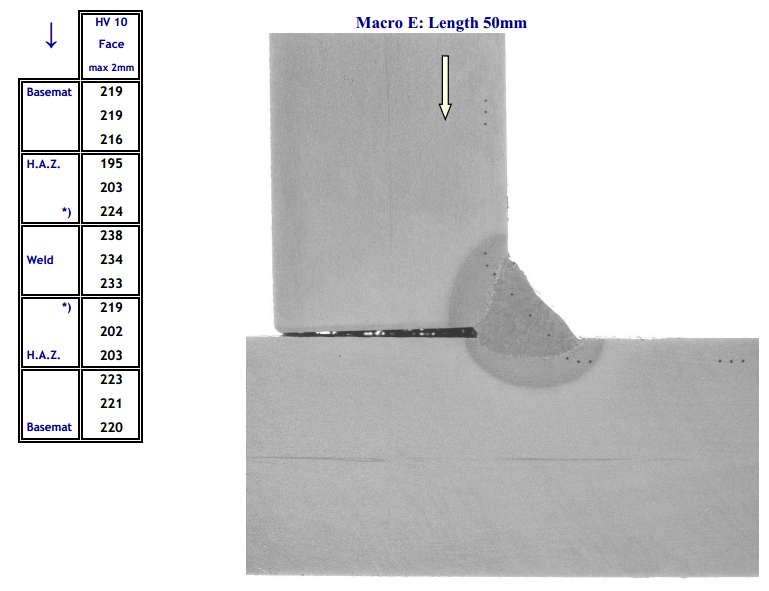
De volgende hechtlaslengtes zijn gelast:
- 10mm
- 20mm
- 30mm
- 40mm
- 50mm


In onze werkplaats in Breda hebben we weer een mooie collectie macro’s staan, welke ter beoordeling (NDO/DO) worden aangeboden aan onze partners bij MME te Ridderkerk.
Ook werkstukken die zijn afgekeurd nemen we graag nog eens onder de loep, en kunnen mogelijk interessant zijn om als mal te dienen voor onze gegoten VT-w2 werkstukken.
Bij De Groot LPMW Lasinstituut, helpen we de meest uiteenlopende organisaties met het behalen van kwalificaties op bedrijfs- en medewerkers-niveau.
Lijkt het je interessant om eens samen met ons naar de las-technische kwalificaties & procedures te kijken? Neem contact met ons op via 088-1344555?of info@lasinstituut.nl, en plan vrijblijvend een (video-)consult met in met een van onze deskundigen!
